Gewindemittelpunkte im 3D-Scan zuverlässig erfassen
Selbstzentrierende Gewinde-Referenzmarken für Montageplatten, Stahlbauanschlüsse und digitale Bestandsaufnahmen
Bei einem digitalen Aufmaß sind häufig kleine Details für die spätere Konstruktion entscheidend. Gerade bei Montageplatten, Stahlbauanschlüssen und vorbereiteten Befestigungspunkten muss die Lage vorhandener Gewindebohrungen zuverlässig erfasst werden.
Eine Gewindebohrung kann in einer Punktwolke geometrisch nur schwach ausgeprägt sein. Entfernung, Aufnahmewinkel, Abschattungen und die Auflösung des Scans beeinflussen, wie sicher sich der Mittelpunkt später bestimmen lässt.
Für diese Anwendung habe ich selbstzentrierende Gewinde-Referenzmarken entwickelt. Die Gewinde-Targets werden direkt in vorhandene Gewindebohrungen eingesetzt und übertragen deren Mittelpunkt auf ein klar erkennbares Hochkontrastmuster.
Dadurch wird aus einer schwer auszuwertenden Gewindebohrung ein eindeutig sichtbarer Referenzpunkt für 3D-Scan, digitales Aufmaß und CAD-Auswertung.
 Die selbstzentrierenden Gewinde-Referenzmarken machen die Lage vorhandener Gewindebohrungen für die digitale Vermessung sichtbar.
Die selbstzentrierenden Gewinde-Referenzmarken machen die Lage vorhandener Gewindebohrungen für die digitale Vermessung sichtbar.
Warum Gewindebohrungen im 3D-Scan eine Herausforderung sein können
3D-Laserscanner erfassen große Bereiche schnell und mit hoher geometrischer Detailtiefe. Die daraus entstehenden Punktwolken bilden eine belastbare Grundlage für Konstruktion, Fertigung und Bestandsdokumentation.
Kleine Gewindebohrungen können bei der späteren Auswertung besondere Anforderungen stellen. Die Montageplatte ist meist eindeutig sichtbar, während die genaue Lage der Gewindeachse nicht in jedem Scan sicher bestimmt werden kann.
Für die spätere Konstruktion sind unter anderem folgende Fragen relevant:
- Wo befindet sich die tatsächliche Gewindeachse?
- Welche Abstände bestehen zwischen den einzelnen Befestigungspunkten?
- Wie ist das Lochbild zum Gebäude oder zu angrenzenden Bauteilen ausgerichtet?
- Können neue Bauteile direkt auf Grundlage der Scandaten konstruiert werden?
Die Referenzmarken machen die relevanten Befestigungspunkte bereits vor der Aufnahme gezielt sichtbar. Dadurch wird die Zuordnung in den Messdaten deutlich vereinfacht.
Selbstzentrierung direkt im Gewinde
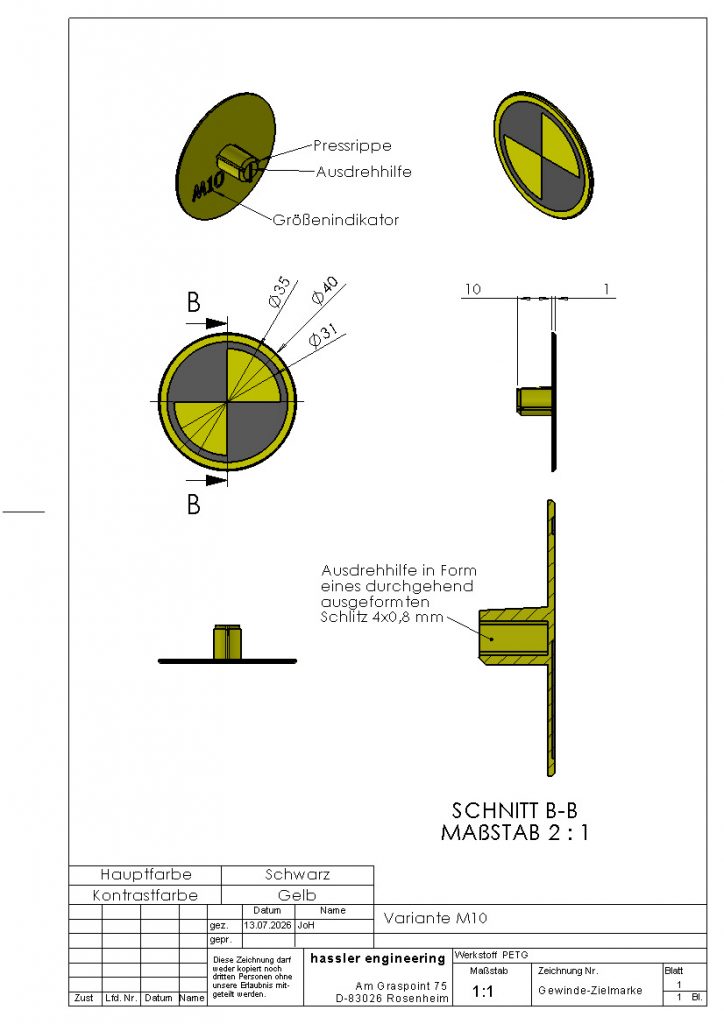
Auf der Rückseite jeder Gewinde-Referenzmarke befindet sich ein 10 mm langer Zapfen. Die Standardausführung ist für die Gewindegrößen M8, M10 und M12 erhältlich.
Konische Pressrippen gleichen übliche Gewindetoleranzen aus und führen die Referenzmarke beim Einsetzen zur Gewindeachse. Dadurch entsteht eine reproduzierbare Position des sichtbaren Zielmusters.
Die Einschraubtiefe kann bei Sonderanwendungen an die vorhandene Einbausituation angepasst werden. Weitere Gewindegrößen sind auf Anfrage kurzfristig lieferbar.
Der Ablauf vor Ort ist einfach:
- Passende Gewinde-Referenzmarke in die vorhandene Gewindebohrung einsetzen.
- Referenzmarke über die konischen Pressrippen im Gewinde zentrieren.
- Montageplatte und Umgebung mit dem vorgesehenen Messsystem erfassen.
- Mittelpunkt des Hochkontrastmusters in den Messdaten registrieren.
- Gewindepositionen für CAD, Konstruktion oder Dokumentation übernehmen.

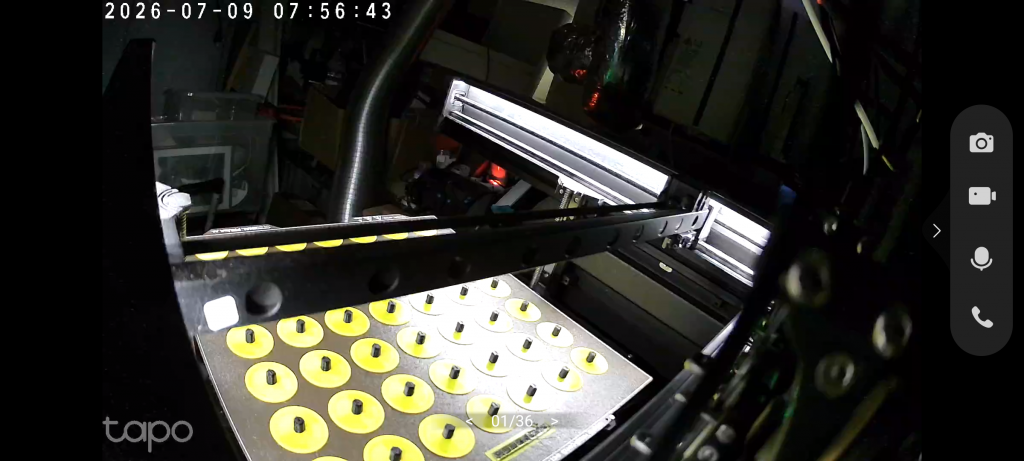
Im Testaufbau wurden die Gewinde-Targets mit dem Trimble 3D-Laserscanner und dem Leica 3D-Disto erfasst.
40 Millimeter Hochkontrastfläche für eine klare Mittelpunktbestimmung
Die sichtbare Vorderseite besitzt einen Außendurchmesser von 40 mm, was ausreichend groß ist um aus bis zu 8 Meter entfernung den Mittelpunkt bestimmen zu können.
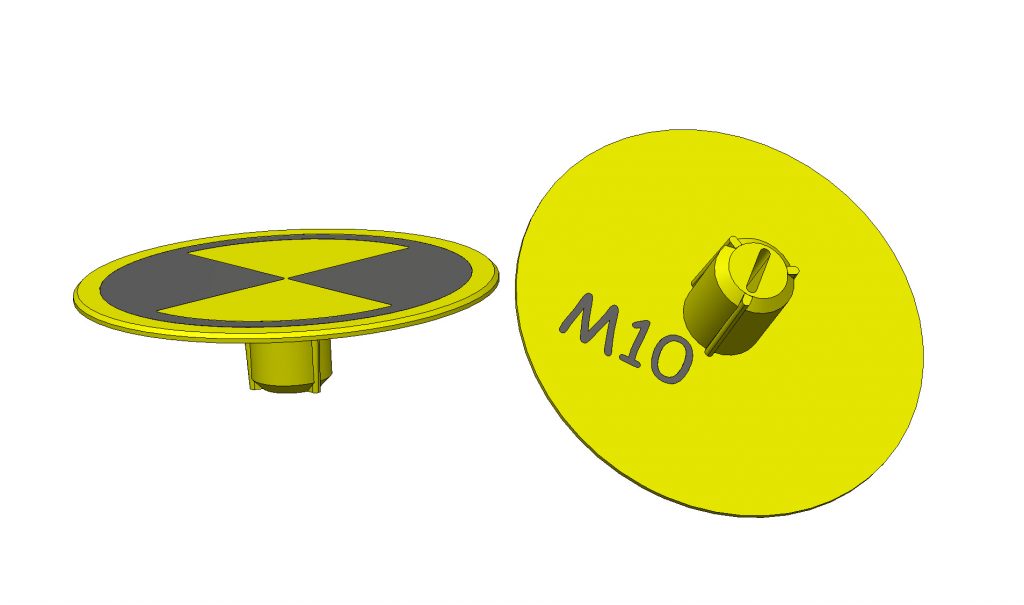
Der Aufbau beginnt außen mit einem 2,5 mm breiten gelben Rand. Darauf folgt ein 2,5 mm breiter schwarzer Ring. Im inneren Bereich befindet sich das schwarz-gelbe Schachbrettmuster.
Die Kontrastflächen treffen sich im geometrischen Mittelpunkt der Referenzmarke. Dadurch entsteht ein klar definierter Bezugspunkt für die spätere Auswertung.
Die auffällige Farbgebung erleichtert zusätzlich das Wiederfinden der Zielmarken in Farbbildern, Punktwolken und Übersichtsaufnahmen.
 Der rückseitige Zapfen zentriert die Referenzmarke im Gewinde. Das Zentrum des Schachbrettmusters entspricht der Gewindeachse.
Der rückseitige Zapfen zentriert die Referenzmarke im Gewinde. Das Zentrum des Schachbrettmusters entspricht der Gewindeachse.
Erfassung mit Trimble 3D-Laserscanner und Leica 3D-Disto
Die Gewinde-Referenzmarken wurden sowohl mit einem Trimble 3D-Laserscanner als auch mit dem Leica 3D-Disto getestet.
Beim Leica 3D-Disto können die Zielpunkte direkt während der Messung erfasst werden. Der sichtbare Mittelpunkt dient dabei als Referenz für die Punktaufnahme.
Bei klassischen 3D-Laserscans stehen mehrere Auswertungsmethoden zur Verfügung:
- Registrierung über vorhandene Target-Funktionen der Auswertesoftware
- Bestimmung anhand der sichtbaren Kontrastübergänge
- Auswertung nach dem Import der Punktwolke in die CAD-Umgebung
- Halbautomatische Registrierung mit ergänzenden Softwarewerkzeugen
Aktuell entwickle ich ein Plugin für die Open-Source-Software CloudCompare. Geplant sind unter anderem Funktionen für eine halbautomatische Target-Registrierung.
Damit sollen wiederkehrende Auswertungsschritte beschleunigt und die Erfassung markierter Referenzpunkte weiter vereinfacht werden.

Im Testaufbau wurden die Gewinde-Targets mit dem Trimble 3D-Laserscanner und dem Leica 3D-Disto erfasst.
Für den Baustelleneinsatz aus PETG gefertigt
Die Gewinde-Referenzmarken werden im Multimaterial-3D-Druck aus PETG gefertigt. Das schwarz-gelbe Hochkontrastmuster entsteht direkt während des Druckprozesses und muss nicht nachträglich aufgeklebt oder bedruckt werden.
PETG ist gegenüber PLA deutlich unempfindlicher gegen erhöhte Temperaturen. Das ist besonders bei Anwendungen an Fassaden, auf Baustellen und bei direkter Sonneneinstrahlung von Vorteil.
PLA-Druckteile können sich bei Wärme vergleichsweise früh verformen. PETG bietet größere thermische Reserven und unterstützt den Erhalt von Geometrie, Zentrierung und Position der Referenzmarke auch bei sommerlichen Bedingungen.
Die höhere Temperaturbeständigkeit ist besonders dann relevant, wenn die Referenzmarken über längere Zeit im Gewinde verbleiben oder mehrere Scantermine vorgesehen sind.
Die Gewinde-Referenzmarken werden aus PETG im Multimaterial-3D-Druck gefertigt. Das Hochkontrastmuster entsteht direkt im Bauteil.
Für wiederholte Scans geeignet
Durch die wirtschaftliche Fertigung können die 3D-Scan-Targets nach dem ersten Aufmaß zunächst im Gewinde verbleiben.
Weitere Scantermine lassen sich dadurch mit denselben Referenzpunkten durchführen. Das kann bei mehrstufigen Bauabläufen, ergänzenden Bestandsaufnahmen und späteren Kontrollmessungen hilfreich sein.
Die Referenzmarken werden erst entfernt, wenn die Befestigungspunkte für die eigentliche Montage benötigt werden.
Mögliche Anwendungen sind:
- mehrere Aufmaßtermine während des Baufortschritts
- ergänzende Scans nach Änderungen am Bestand
- Kontrollmessungen vor der Fertigung
- Dokumentation definierter Anschlusspositionen
- Vergleich unterschiedlicher Planungsstände
Entfernung auch nach einer Beschädigung möglich
Temporäre Hilfsmittel auf der Baustelle können durch Werkzeug, Transport oder seitliche Belastungen beschädigt werden.
Für diesen Fall besitzt der Zapfen einen durchgehenden Schlitz.
Sollte die sichtbare Targetplatte vom eingesetzten Zapfen abbrechen, kann der verbleibende Teil mit einem gewöhnlichen Schlitzschraubendreher aus dem Gewinde entfernt werden.
Der Zugang zum Gewinde bleibt dadurch auch nach einer mechanischen Beschädigung erhalten.
 Der durchgehende Schlitz ermöglicht die Entfernung eines beschädigten Zapfens mit einem Schlitzschraubendreher.
Der durchgehende Schlitz ermöglicht die Entfernung eines beschädigten Zapfens mit einem Schlitzschraubendreher.
Typische Einsatzbereiche
Die Gewinde-Referenzmarken eignen sich für Anwendungen, bei denen vorhandene Gewinde als Referenz für Planung, Konstruktion oder Montage dienen.
- Montageplatten an Gebäuden
- vorbereitete Stahlbauanschlüsse
- Befestigungspunkte für Fassadenelemente
- Anschlussplatten für Geländer
- Vordächer und Sonderkonstruktionen
- Maschinen- und Anlagenbau
- Bestandsaufnahme vorhandener Lochbilder
- größere Gewinderaster
- wiederholte Bestands- und Kontrollscans
Die Zielmarken für Gewindebohrungen können gemeinsam mit der umgebenden Bestandssituation erfasst werden.
Dadurch stehen sowohl die Anschlussgeometrie als auch relevante Gebäudeflächen, Bauteile und Bezugsebenen in einem gemeinsamen digitalen Datensatz zur Verfügung.
 Die markierten Gewindepositionen werden gemeinsam mit der gesamten Bestandssituation digital erfasst.
Die markierten Gewindepositionen werden gemeinsam mit der gesamten Bestandssituation digital erfasst.
hassler design & engineering
Johannes Haßler
Telefon: +49 151 270 43 264
E-Mail: kontakt@hassler.engineering